Comprehensive system engineering can be seen in practice in the CNC machining technology used for aluminum alloy parts. This specific kind of system engineering makes extensive use of a variety of technologies, including computer technology, numerical control technology, environmental technology, microelectronics technology, computer technology, and measurement technology, amongst others. When machining aluminum alloy parts with a CNC machine, there are a number of factors that need CNC Precision Machining Parts to be taken into account in order to ensure that the dimensional stability of the parts is maintained.
Dimensional deviation might be caused by the machine tool after it has been used for mass processing without being maintained, debugged, or maintained. This holds true provided that the machine tool in question is not fresh off the production line. In this particular situation, it is absolutely necessary to conduct an investigation into the factors that led to the deviation of the machine tool itself, as well as to identify the nature of the problem and choose the most appropriate treatment. All of these considerations are important when it comes to machine tools. Is there a problem with the servo amplifier, among the other potential problems?The piece of work will undergo deformation as a consequence of being subjected to cold conditions, as well as expansion and contraction as a result of the processing. As a consequence of this, it is essential to pay careful attention to the effect of cooling while the process is being carried out, to increase the frequency of measurements taken on the machine itself, and to pay careful attention to the deformation of the workpiece after it has been cooled. This should be done while paying careful attention to the machining service discovery of the external factors that affect the dimensional stability. Dimensional stability is affected by both internal and external factors.
When it comes to the technology that underpins processing, having control over the processing error is an absolutely necessary component. It is necessary to follow the CNC machining roughness first, then fineness, first surface, then hole, first large surface, then small surface, or reduce the number of clamping times, try to adopt basic processing techniques such as combined fixtures. When preparing the process, it is necessary to follow these steps in the order listed. At the same time, you should make an effort to cut down on the processing error that is brought on by the aluminum chips that are used in the aluminum parts. When it comes to processing aluminum parts, the two most challenging aspects are the chip removal process that takes place during cutting and the deformation that takes place after cutting. Chip removal is essentially a problem that can be solved by making the appropriate choices with regard to the cutting tools, cutting fluids, and cutting processes that are applied.
Adjusting the cutting parameters during the processing of parts made of aluminum alloy is essential in order to make the most of the cutting performance offered by the tool and ensure that the potential benefits it offers are obtained. As a direct consequence of this, cutting efficiency will increase, while processing costs will decrease. During CNC machining of parts made of aluminum alloy, the precision with which the tools are set is also the primary factor responsible for dimensional errors. The dimensions of the components have not been altered in any way.
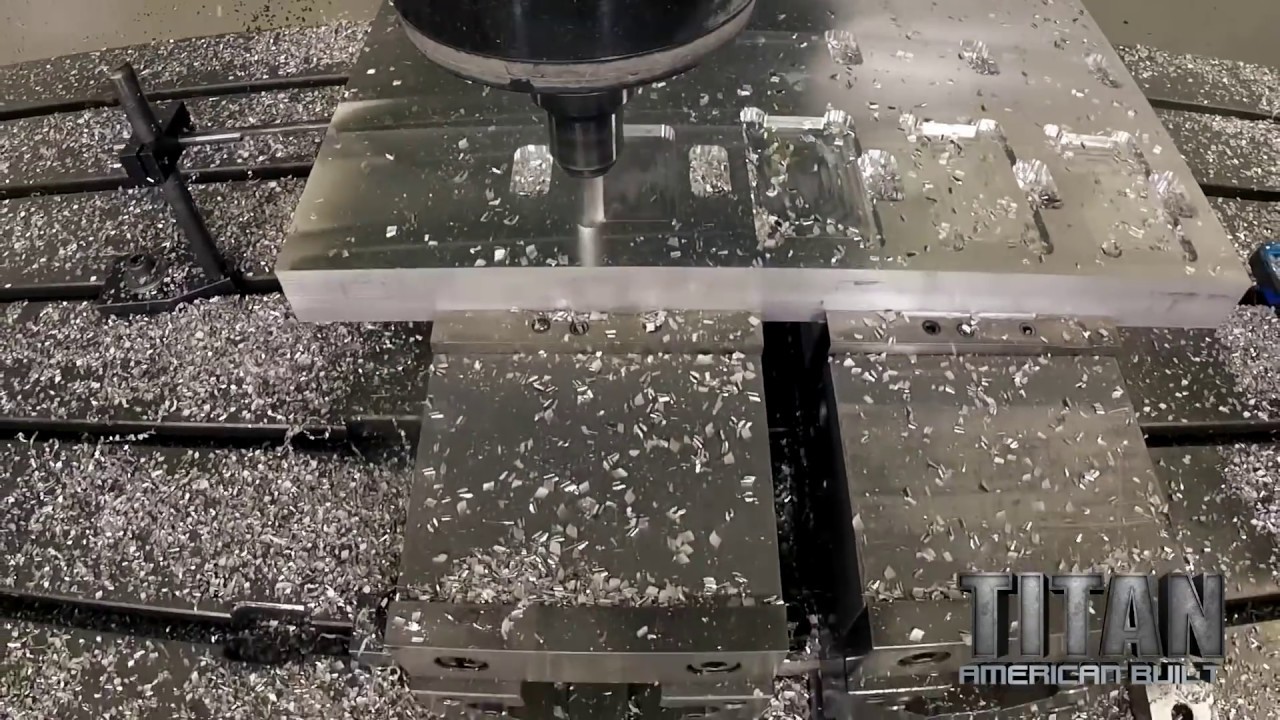
During the CNC machining process, the workpiece is prepared for the automatic processing stage once it has been aligned and any necessary program debugging has been completed. After these steps, the workpiece is ready to move on to the next stage. This is essential in order to reduce lock cylinder machining the likelihood of accidents resulting from improper cutting. The primary goal of rough machining, which takes place during the process of machining, is to efficiently remove any allowance overages that may be present on the surface of the workpiece.
During the course of the automatic processing that is being performed by the machine tool, the tool will automatically cut in accordance with the predetermined cutting trajectory, according to the quantity of material that has been reserved for the purpose of being cut. When something like this happens, the operator needs to pay extra close attention to the cutting load table in order to monitor the change in cutting load that occurs during the course of the automatic processing.
Monitoring of the sound of the cut being made while it is being madeThe sound of the tool slicing through the workpiece produces a consistent, nonstop, and rapid sound during the phase of the process known as automatic cutting, which is generally when cutting is generally initiated. During this phase, the movement of the machine tool does not change at all. Instability in the cutting process can occur when there are hard spots on the workpiece, when the tool wears out, or when the tool is clamped. There are many possible explanations for why this would occur. Whenever the machine tool experiences vibrations, a sound will be produced. Adjustments need to be made right now to both the total amount of cutting that needs to be done and the circumstances under which that cutting needs to take place. If the effect of the adjustment does not become immediately apparent, the machine tool should be put on hold so that the condition of both the tool and the workpiece can be investigated.
Observation of the procedures involved in the finishingDuring the finishing process, the processing size of the workpiece and the quality of its surface are of the utmost significance. In addition to this, the speed of the cutting is sped up, and the feed rate is also made significantly faster. At this juncture, it is essential to pay close attention to the effect that the built-up edge has on the surface that is being processed by the machine. The aforementioned issues can be resolved in one of two ways: the first way is to pay attention to adjusting the spraying position of the cutting fluid, so that the machined surface is always in a cooling condition; the second way is to pay attention to the quality of the machined surface of the workpiece, and to avoid changes in quality as much as possible by adjusting the cutting amount. Both of these solutions can be implemented simultaneously. It is possible to implement both of these solutions at the same time. If the adjustment does not appear to have any discernible effect, you should stop the machine and investigate whether the original program makes any sense. If the tool suddenly stops during the cutting process, the spindle will stop suddenly as CNC Machining Aluminum Parts well, which will cause tool marks to be left on the surface of the workpiece.
In most cases, a stop should be considered appropriate once the cutting state of the tool has been exited by the tool. When it comes to determining the quality of the workpiece that is produced after it has been processed, the quality of the tool plays a significant role. This can be accomplished through the utilization of techniques such as sound monitoring, cutting time control, pausing the cutting process for inspections, and workpiece surface analysis.